



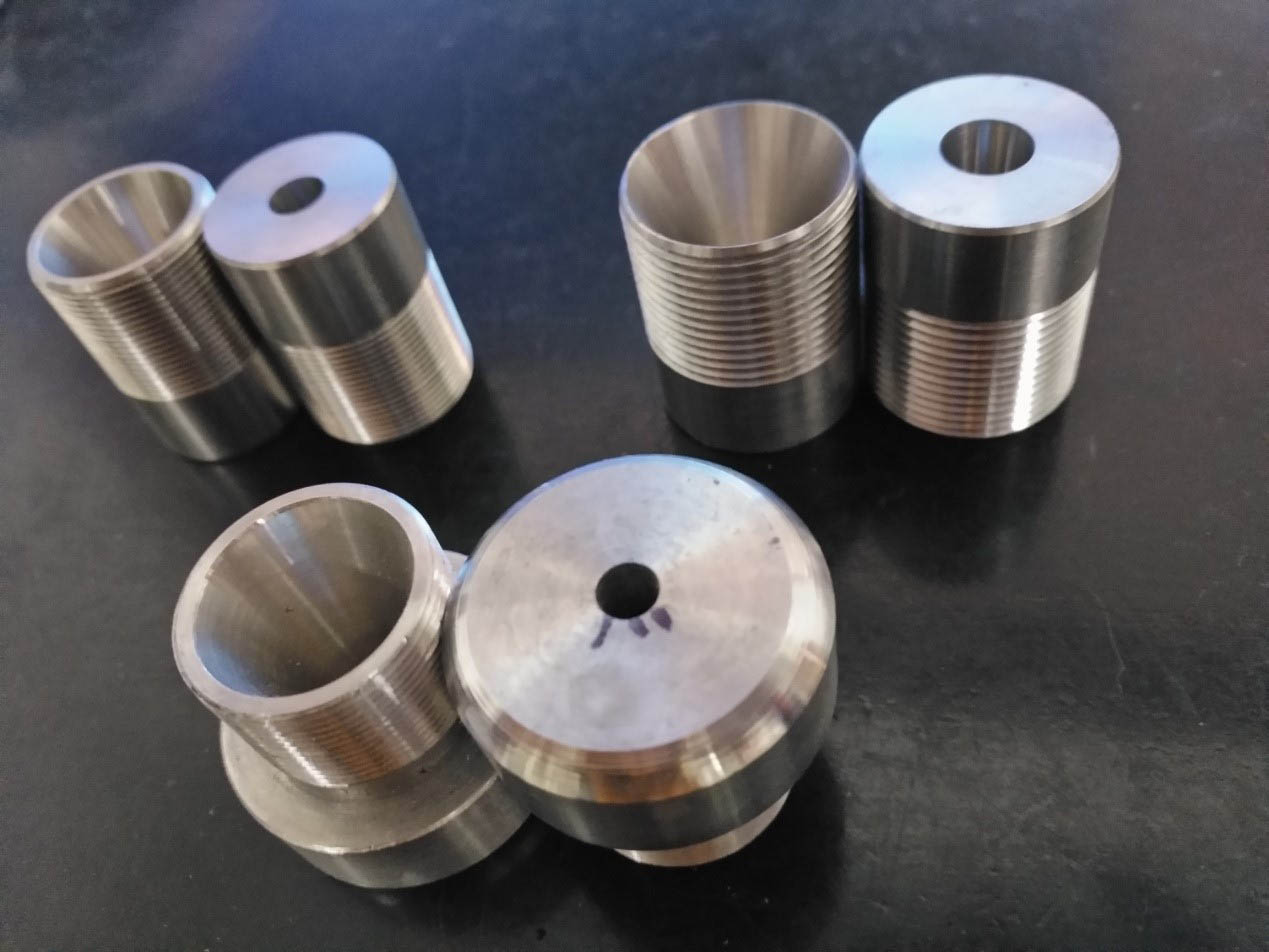
Jet Mil өчен компонентлар

1. тыштан алып бару, материалның эчкә керүен булдырмагыз, аннары варенье.
2. Клапан һәм клапан үзәге кастинг өлешләре, озак вакыт кулланганнан соң деформация юк.
3.CNC процессы яхшы төгәллекне тәэмин итә.
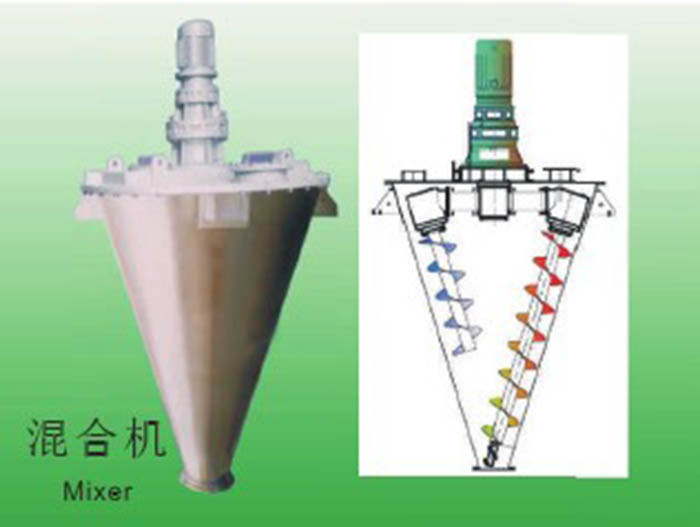

Тасвирлау
DSH икеләтә винт миксеры порошок, гранул һәм сыек катнашуны берләштерә. Игезәк винт миксерның әйләнеше моторлар һәм циклоид редукторлар җыелмасы белән тәмамлана. Ике винт белән асимметрик кушылу белән, дулкынландыру диапазоны киңәячәк һәм тизләнү тизлеге тизләнәчәк. Аралашу машинасы тиз әйләнешнең ике асимметрик спиралы белән алга этәрелә, цилиндр стенасыннан өскә агып торган ике симметрик булмаган спираль багана формалаштыра. Спираль орбита белән идарә итүче кулны әйләндерү, төрле дәрәҗәдәге спираль материалны конверттагы аркага кертә, материалның күчерелгән өлеше, материалның бүтән өлеше винтка ыргытыла, тулы түгәрәк материаллар даими яңартыла. Aboveгарыда телгә алынган ике материал аннары үзәкнең конвейк куышлыгына кушылып, түбән материаллар агымын формалаштыралар һәм астагы тишекне тулыландыралар, шулай итеп конвектив әйләнеш ясыйлар.
Feзенчәлек
1.Гомоген катнашу
2.Сорту вакыты 5-15 минут
3. Чиста агызу һәм калганы юк
4. entентраль агызу клапаны:
Электрон, пневматик, кулланма (өстәмә)
Шар клапан, флэп клапан, пычак капка клапаны, күбәләк клапан (өстәмә)
5. Төп вал мөһере: тутырылган мөһер һәм һаваны чистарту мөһере
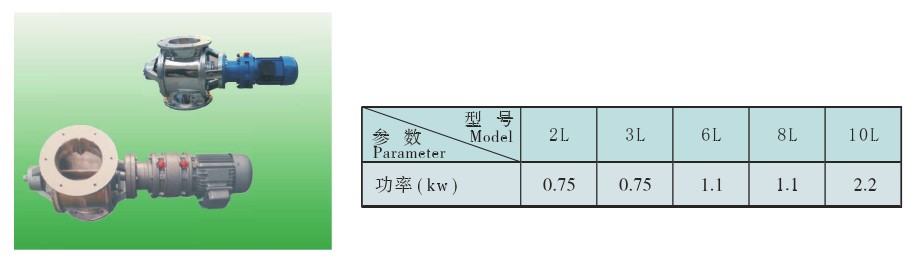
6. Драйвер: Siemens моторы, циклоид яки тизлек редукторы
7.Лимит / куркынычсызлык коммутаторы (өстәмә)
8. Куртка җылыту / суыту факультатив)
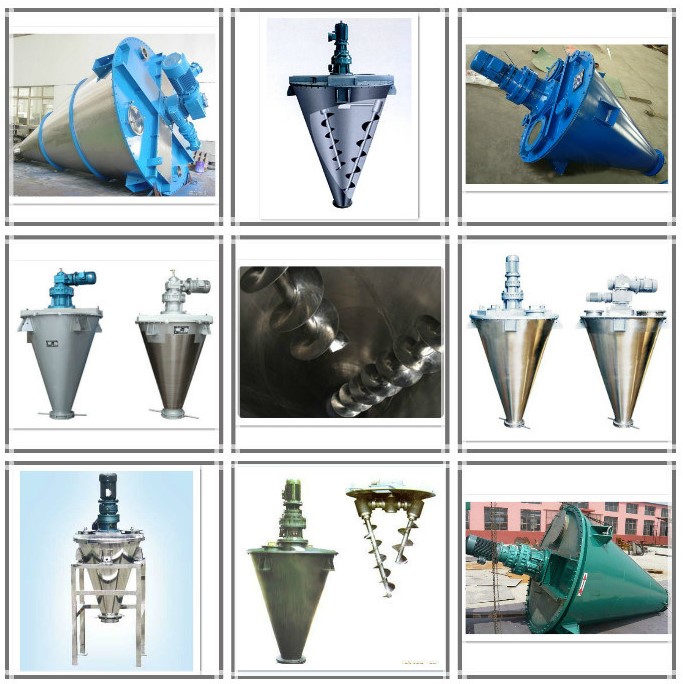
Конс миксер кушымтасы:
1. Ярлыларның материаль өлеше, порошок кисәкчәләре чагыштырмача зур материаллар;
2. Керамик ялтыравыкны йомшарту өчен яраклы, материаль кисәкчәләр басым белән тукланмыйлар һәм өзелмиләр;
3. heatылылыкка сизгер материаллар кызып китмәячәк;
4. Порошокта - порошокны катнаштыру процессы эш шартларын өстәү яки күп санлы спрей чыганакларына сыеклык бирү бик җиңел.
5. Дислокациянең аскы клапаны уңайлы материал, чөнки спиральнең аскы өлеше юк, шуңа күрә басым белән туклану күренеше юк

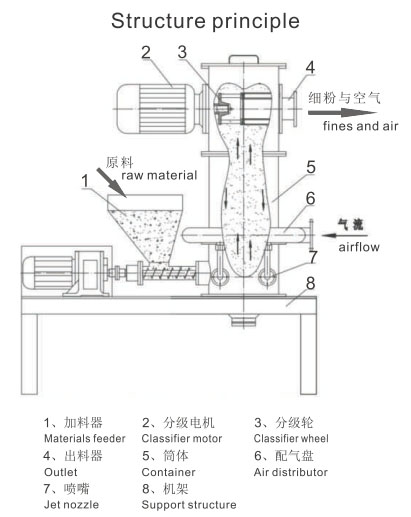
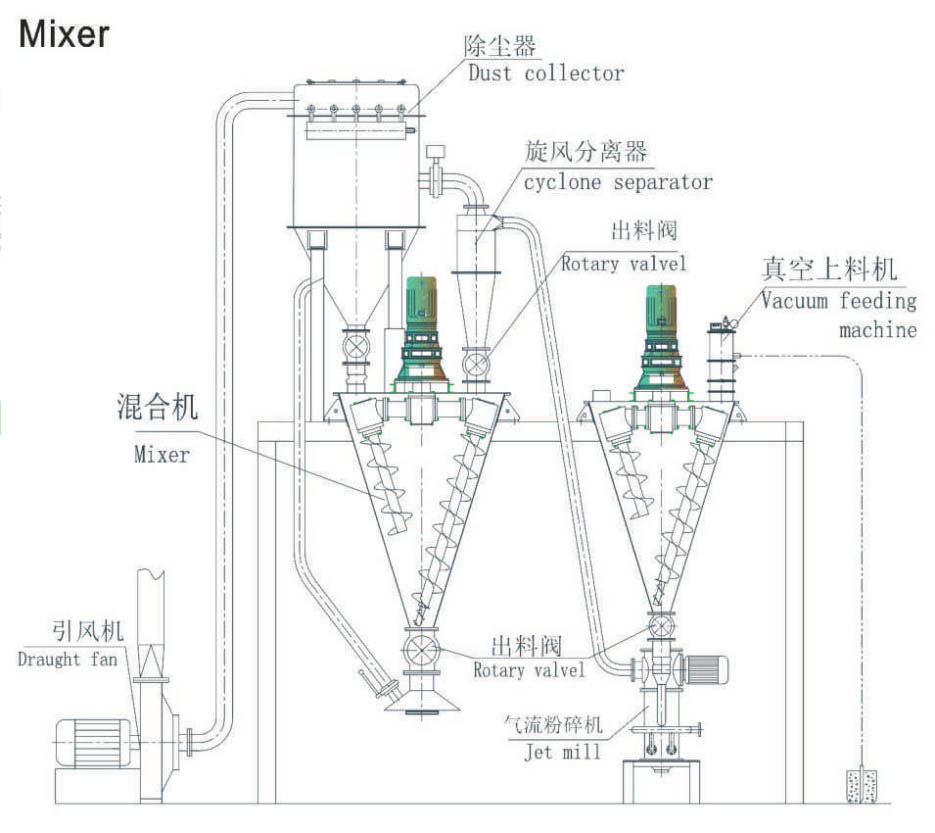
Эш принцибы:
Горизонталь ике тасма миксеры горизонталь U формасындагы танк, өске каплагыч (яки тыш) тишек, ике катлы тасма катнаш агитатор белән җиһазландырылган бер вал, агрегат җайланмасы, терәк рамкасы, мөһер элементы, агызу структурасы һ.б. Тасма пычаклары һәрвакыт ике катлам. Тышкы катлам тасма материалларны ике очтан үзәккә туплый, эчке катлам тасма материалларны үзәктән ике очка тарата. Материаллар кат-кат хәрәкәт вакытында вортекс формалаштыралар һәм бертөрле кушылуга ирешәләр.
Спектакль һәм үзенчәлекләр:
1. Материал: 304 / 316L дат басмаган корыч яки йомшак корыч Q235;
2. faceир өстендә эшкәртү: буяу (йомшак корыч), полш / комбластинг (пасовкасыз корыч);
3. Тасма агитаторы: ике катлы һәм икеләтә юнәлеш;
4. Миксер танкы: горизонталь, U формасындагы танк;
5. Вал: горизонталь, буш, интеграль бер вал;
6. Аралашу вакыты: 5-15 минут;
7. Эш моделе: партияне катнаштыру;
8. Тизлекне киметүче: циклоид редукторы;
9. Әйләнү тизлеге: тотрыклы тизлек;
10. Төп вал мөһере: (Тефлон) мөһер яки һаваны чистарту мөһере;
11. Ачулар: туклану, тишек, инспекция / тоташу порты;
12. Агарту клапаны: пневматик яки кул белән каплау агымы клапаны;
13. Эш торышы: NPT (нормаль басым һәм температура);
14. Авыр эш түгел: миксерны йөкләү материаллары белән башлап булмый;
15. Электр белән тәэмин итү: 220В 50ХЗ бер фаза / 380В 50ХЗ 3 фаза;
16. Электрон булмаган электроника (мотор, электрон элементлар, контроль шкаф);
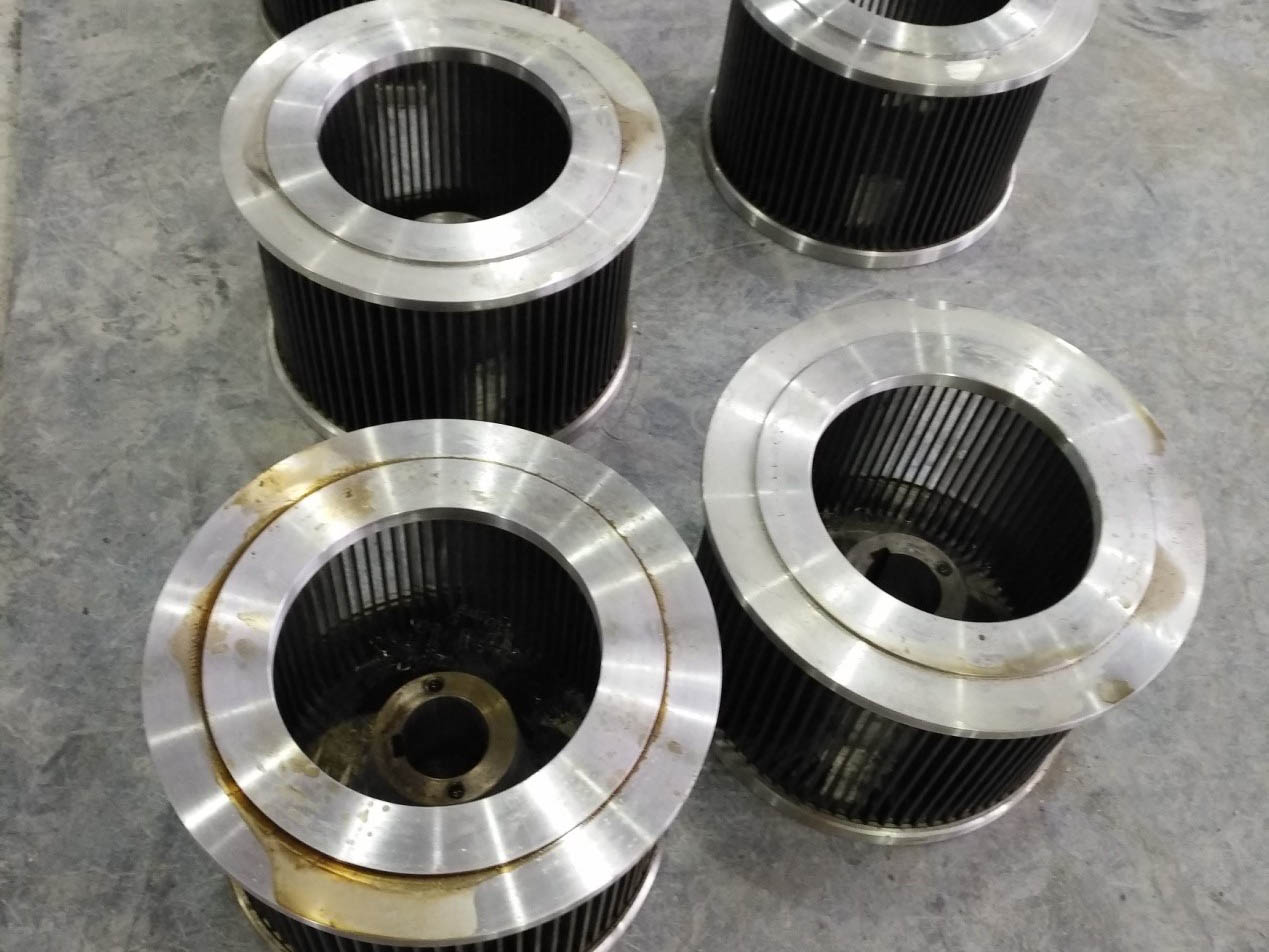
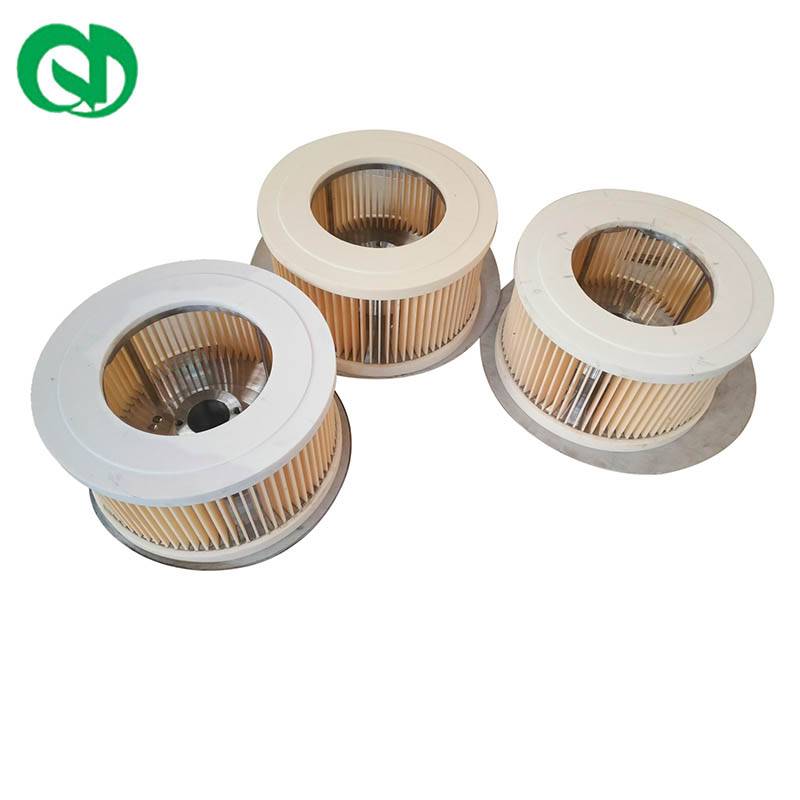
Jet Nozzle
Классификацияле тәгәрмәч